
案列--延迟焦化项目简介
一、工艺说明
延迟焦化是炼油化工的重要生产流程之一,主要作用是将炼油过程中的渣油,经过加热炉加热,并迅速转移到焦炭塔内,使渣油在焦炭塔内高温裂解,产生轻质油以及石油焦炭的过程。
焦炭塔为延迟焦化的核心工艺设备,其操作特点是冷热交替循环,每周期塔内温度循环过程为:将经过加热炉加热到495℃以上的渣油,由塔底送入焦炭塔内进行生焦反应,反应完成后,再由冷焦过程将生成的焦炭由410℃冷却至95℃以下,随后打开顶底盖装置用高压水进行水力除焦。其中“冷焦”过程分为小吹汽→大吹汽→小给水→大给水四个步骤,在传统工艺中,小吹汽和大吹汽是利用系统蒸汽作为介质,将焦炭塔内焦炭从410℃左右冷却到320℃左右,其中大吹汽时间为2小时,需要耗用1.0MPa蒸汽,每塔次耗量约26t。
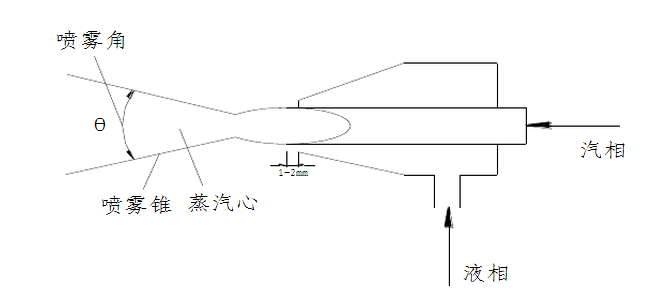
本方案采用一台气流式雾化器,用1.0MPa蒸汽节流后的高流速作为动力将1.0MPa饱和水撕裂成微小液滴作为大吹汽介质。微小液滴在进入焦炭塔时虽然其体积仍会有较大的膨胀,但是不会在局部快速膨胀导致炸焦,进而发生堵塔的事故风险或者产生塔振动过大的问题。加上有一套与之配套的PLC控制系统,自动控制注水量,并且使焦层冷却更均匀,塔壁温度应力影响较小。
雾化机理见下图:
二、 自动仪表控制回路
大吹汽系统的控制采用自动/手动,切换灵活、指示、报警和连锁自动化的控制装置。控制系统采用PLC控制系统。检测系统采用灵敏可靠的压力变送器、温度变送器。在控制室内可对大吹汽过程全运行进行操作,并能监测大吹汽过程的蒸汽及给水的状态。
本项目实施汽改水技术的自动控制原理如下:
1)通过PLC自动控制蒸汽和除氧水的流量,实现安全平稳,减轻操作工劳动强度,节省吹扫蒸汽的目标;
2)通过PLC的检查确认,提醒操作工按照正确的步骤操作,避免误操作,提高装置运行安全性;
3)PLC自动判断对哪个塔进行小大吹汽操作,操作工确认后,提醒操作工改通流程,再开始吹扫操作;
4)蒸汽流量按照预定的轨迹自动进行调整;轨迹根据优化核算后给出;
5)除氧水的流量根据塔压,塔壁温度(塔底部)下降速度等约束条件进行自动调整;其中任意一项约束条件不满足,立即减少甚至停止注水;
6)大吹汽操作结束后,提醒操作工修改流程,开始下一步操作;
7)PLC自动恢复备用状态;
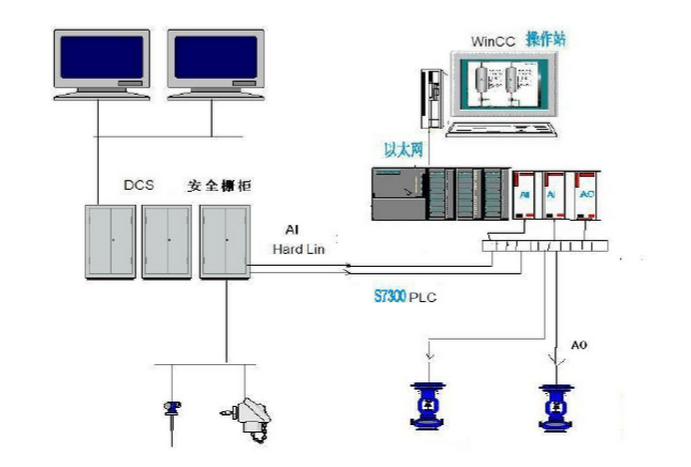
三、系统配置
PLC控制系统分上位和下位2部份。
上位部份――操作站为一台服务器,安装WinCC操作软件,放置在操作室,是操作员对大吹汽过程进行操作的界面。 操作员通过WinCC,监控焦炭塔的吹扫,冷却过程,读取现场测量值,确认测量值的正确,确认PLC发出指令的正确,按照提示确认现场流程已改好,并且提供:参数趋势,报警,操作报表等信息。
下位部份――俗称PLC机柜,内部安装下列PLC设备
1)S-300 CPU,是PLC进行逻辑分析运算的中央处理器;
2)通讯模块(CPU),CUP与上位机进行通讯的模块,通过网线与上位机的网络接口相连;
3)AI模块(2个),读取模拟量信号:温度,压力,流量,液位的测量值;
4)AO模块(1个),输出模拟量信号:蒸汽和除氧水流量控制阀开度;
6)电源模块(1个),为CUP,CP等模块提供24V直流电源; 8)接线端子,所有信号线先接到接线端子上,再接到I/O模块上; PLC机柜在服务商的工厂内进行安装,并且测试完毕后,再运抵用户现场,放置在用户的DCS机柜间。接通220电源、地线、信号线和上位机的网线,即完成系统安装,进入运行调试阶段.
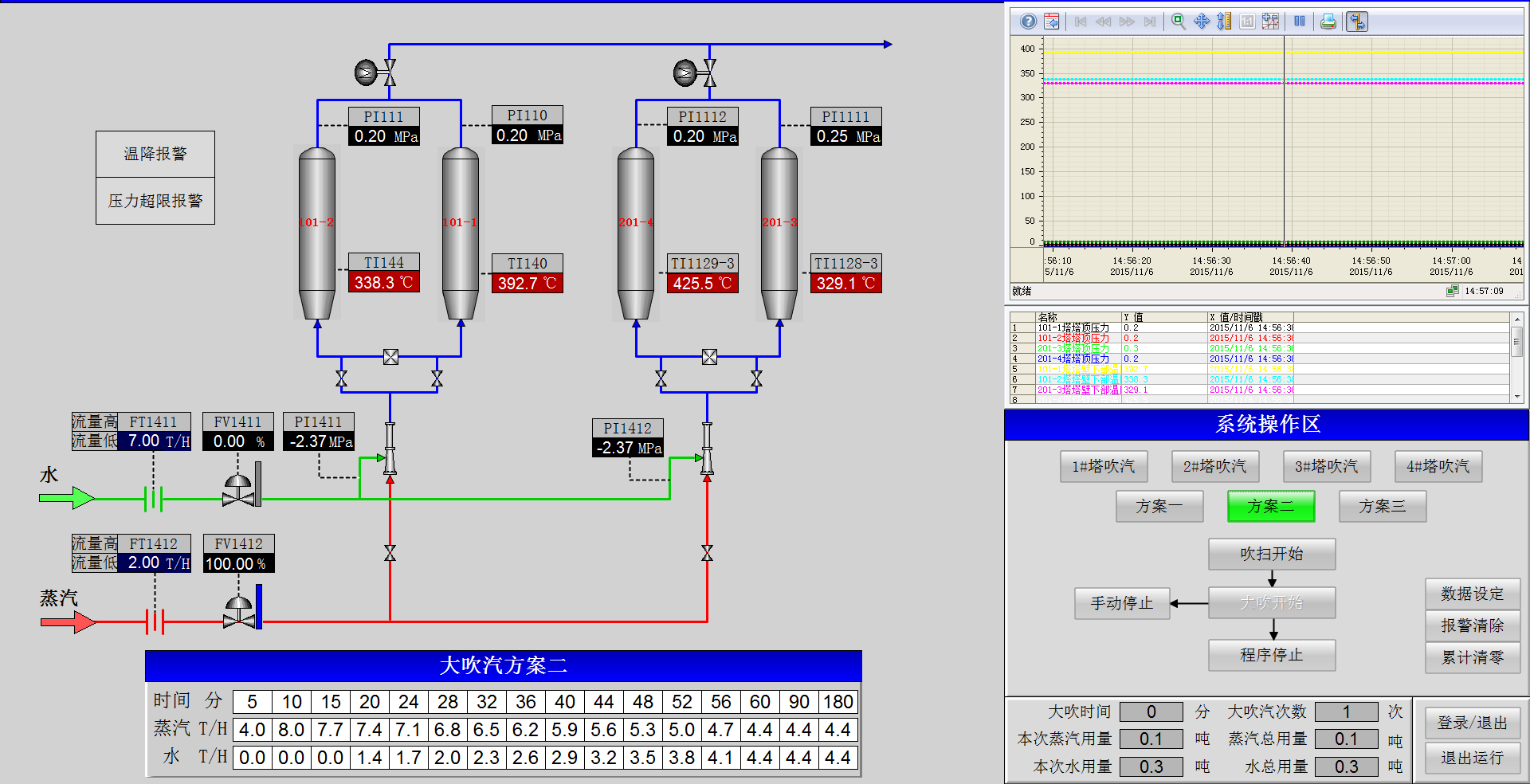
四、操作画面







 Siemens
Siemens